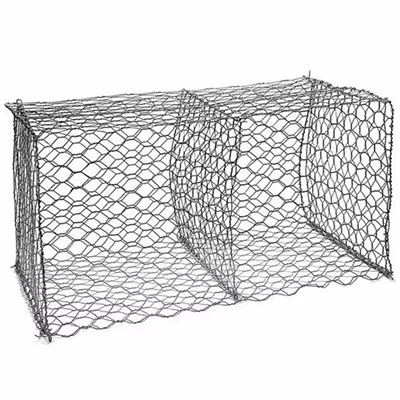
A merev védelem és a gyors építés tipikus mérnöki anyagaként a hegesztett gabionháló minősége és teljesítménye nagymértékben függ a gyártási folyamat szabványosításától és pontosságától. A teljes gyártási folyamat magában foglalja a nyersanyag-ellenőrzést, az előkezelést, a hegesztést, a felületvédelmet és a minőségellenőrzést, minden egyes lépéssel összekapcsolva annak biztosítására, hogy a késztermék megfeleljen a tervezési szilárdsági és tartóssági követelményeknek.
A folyamat az alapanyag ellenőrzésével és kiválasztásával kezdődik. Általában a nemzeti szabványoknak megfelelő, nagy-szilárdságú, alacsony széntartalmú acélhuzalt választanak, amelynek átmérője, szakítószilárdsága és nyúlása megfelel a műszaki tervezési követelményeknek. A magas-nedvességtartalmú, sós-lúgos vagy erősen korrozív környezetben való használatra szánt termékeknél a következő folyamatok védelmi terheinek csökkentése érdekében előnyben részesítjük az előkezelt acélhuzalt tűzi-merítési horganyzással vagy cink-alumíniumötvözet előkezeléssel. A nyersanyagokból tételenként mintát vesznek a raktározás előtt, hogy a kémiai összetétel és a mechanikai tulajdonságok megfeleljenek a szabványoknak.
Ezután jön a huzal előkezelési szakasza. A huzalrudat a kívánt átmérőre húzzák és kiegyenesítik, hogy kiküszöböljék a hajlítást és meghajlást, biztosítva a sima huzalelőtolást és a pontos hegesztési pozíciókat. Ha szükséges, az acélhuzal felületét meg kell tisztítani és zsírtalanítani kell az érintkezési minőség javítása érdekében a hegesztés és a bevonat tapadása során.
A fő folyamat az automatizált hegesztés és alakítás. Ellenálláshegesztő vagy argon ívhegesztő berendezéssel a kereszt- és hosszirányú acélhuzalokat a kereszteződésekben a beállított hálóméret és lemezszélesség paraméterek szerint precízen összeolvasztják. A hegesztési folyamat az áram, a nyomás és az idő szigorú ellenőrzését igényli, hogy a teljes varratokat hiányos varratok, repedések vagy hegesztési salak nélkül biztosítsák. Az automatizált berendezések használatával jelentősen javítható a hálófelület síksága és a hegesztési varratok konzisztenciája, csökkentve az emberi hibákat.
Hegesztés után a hálót levágják és levágják. A projekt követelményeinek megfelelően a folytonos hálófelületet meghatározott hosszúságú és szélességű szabványos lemezekre vágják. A sorja és a kiálló hegesztési varratok le vannak vágva, hogy biztosítsák a tiszta éleket, megkönnyítve a későbbi toldást és beszerelést.
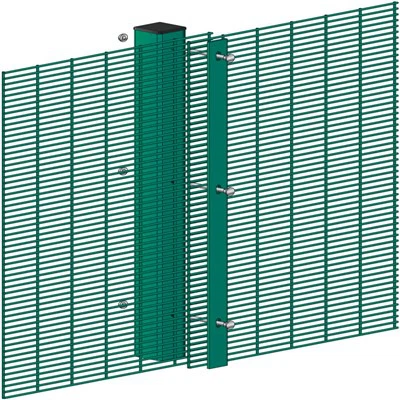
Ezt követően felületvédő kezelést végeznek. A szolgáltatási környezettől függően a tűzi-merítési horganyzás, a cink-alumíniumötvözet bevonat vagy a polimer műanyag bevonási eljárást úgy választják ki, hogy sűrű korróziógátló-réteget képezzenek az acélhuzal felületén. A horganyzási folyamat szabályozott hőmérsékletet és merítési időt igényel az egyenletes bevonatvastagság és az alapfelülethez való erős tapadás biztosítása érdekében. A műanyag bevonat ezzel szemben egy polimer réteget ad a horganyzott felülethez, amely korrózióállóságot és UV-öregedésállóságot is biztosít.
Végül minőségellenőrzést és csomagolást végeznek. Az ellenőrzés magában foglalja a hegesztési szilárdságot, a hálóméret eltérését, a bevonat vastagságát és tapadását, a panel síkságát és a teljes méreteket. A minősített termékeket az előírásoknak megfelelően csomagolják, és védik a nedvességtől és a karcolásoktól a szállítás és a -helyszíni tárolás során.
Összességében a hegesztett gabionháló gyártási folyamata a szigorú nyersanyag-ellenőrzésre, a precíziós hegesztésre, a hatékony védelemre és az átfogó tesztelésre összpontosít annak biztosítására, hogy a termék megfeleljen a magas -szabványos mérnöki követelményeknek a szerkezeti stabilitás, a tartósság, a megbízhatóság és a szerkezeti alkalmazkodóképesség tekintetében.